How Does a Slitting Line Work?
2023-01-04Mould & Die From:TOA DR ENTERPRISE CO., LTD.
How Does a Slitting Line Work?
In the metal industry, each contract is a new customized challenge. The high demand for coils characterized by thinness and length variables has brought an era of accurate and powerful slitting executed by innovative technology in slitting software, equipment, and tools.
This article will explain how does a slitting line work. Let's get started.
What Is Coil?
This is a finished steel product, like a strip or sheet, which is coiled or wounded after rolling. Steel coils are commonly utilized for smooth packaging, delivery, and processing.
Coils are employed by companies of processing equipment, such as these ones:
● Heat and energy
● Food processing
● Water storage and processing
● Home alliances
● Pharmaceutical and chemical equipment
● Medical equipment
● Offshore drilling platforms
● Building and construction items
Now, let's discuss the concept of coil slitting.
What Is Coil Slitting?
This is a shearing operation in which the thickness of a main or primary coil is decreased to different thinner coils. It's known as stripping. A steel strip is a flat coil item with a thickness below 500 mm for cold-rolled items and less than 600 mm for hot-rolled items. Wider flat items are known as wide-strip products.
Steel strips are utilized in different industrial usages, but primarily, it's needed for the following:
● Electric components
● Automotive components and body panels
● Construction materials
● Plumbing
● Appliances like dryers, washers, and refrigerators.
Slitting is a sheet metal cutting procedure, including circular knives that are employed to divide huge coiled sheet metal into smaller thicknesses or edge trimming of rolled sheets. The slitter knives are positioned at 2 arbors simultaneously with spacers.
These spacers ensure the depth of the cut and the horizontal clearance. Oftentimes, a vertical clearance is utilized to fix the bending of arbors.
The strip is assisted during the process and ejected from between the knives through rubber stripper rings. Similar to guillotining, slitting adds bending deformation as well as shearing at the same time.
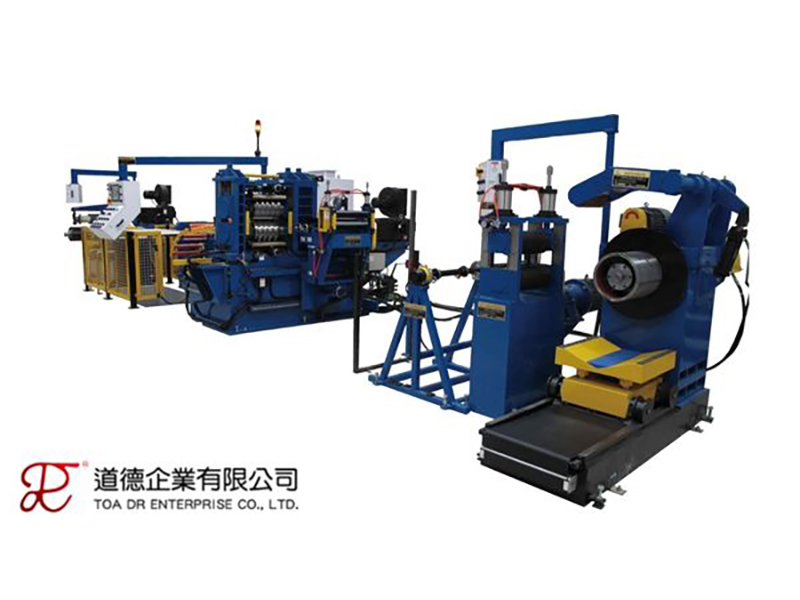
What Is the Steel Slitting Machine?
This includes a recoiler, a slitter, and an uncoiler. All three of these are driven by individual motors. Based on the way these crucial components are driven, various modes of driving the material via the slitter knives are distinguished. The driving mode is picked based on the material, the number of slits, and the sheet depth.
Straight Mode Slitting
The driven recoiler pulls the material through the uncoiler. This is known as pull-through slitting, in which the slitter and uncoiler are driven primarily to feed the material to the recoiler.
In straight-mode slitting, the slitter is also driven in the process. The motors must be synchronized to achieve a consistent speed of the material when it moves through the slitting line. The perks of straight-mode slitting are a better edge quality for all depths and the ability to cut thin sheets.
Free Loop Mode Slitting
In this mode, the material is enabled to develop a free loop between the recoiler and the slitter. In front of the recoiler, a tensioning unit is required to generate well-wound coils. This procedure makes it possible to process inferior-shaped coils.
Internal stresses in the upcoming coil and shape defects (length differences such as depth variation, twists, and buckles across the width) affect the outcome of the slitting procedure.
So, a temper mill or leveller should be included in the slitting line in order to fix these notorious defects in the incoming coil. This guarantees an improved standard of the slitted strips.
There are lots of factors that affect or can be utilized to influence the outcome of the shearing operation. The standard of the cut sheet is based on the combination of these variables.
Material Characteristics
The ductility and formability of the sheet are critical factors in the shearing operation.
Incoming Material
Internal stresses and shape defects in the incoming material that is not always recognized can have a huge impact on the procedure.
Tool Arrangement
The tools can be adjusted to achieve the best outcome for a specific material. The most pivotal factors are the vertical and horizontal clearances, the sharpness of the knives, the clamping of the sheet, the cutting speed, and the slitter diameter or the rake angle.
Owing to the wear, sharp knives will become blunt. This can result in inferior outcomes, especially bigger burrs.
The insight into the procedure is definitely empirical, and it is not yet completely known how the above-mentioned factors influence the shearing operation. Hence, it is complex to monitor the guillotining and especially the slitting procedure.
Practically, the correct arrangement of the knives is largely known through trial and error as well as expertise. This can lead to time-consuming processes to discover a decent arrangement in case of closer tolerance or brand new materials.
So, models are required to decrease the time period of trial and error, resulting in improved productivity and satisfactory quality.
Workflow for Steel Slitting Procedure
Unprocessed steel reels enter the slitting procedure. In the end, the rewinding develops 3 immaculate slitting reels originating from the wide reels. A slitting line operator feeds the coil to the uncoiler spindle.
Afterward, the uncoiler unrolls the primary reel and feeds it to the slitting head. This is where the material is cut into thinner strips via a rotary knife. The operator monitors the separate mults to guarantee that the edge specifications and gauge thickness satisfy the demanded conditions.
The slitting coil afterward goes through an annual pit to ensure that no backwash or stress occurs in the bending crack material.
Then, the distinct hybrids are joined and delivered to the desired customer requirements. This is a brief answer to how a slitting line work.
Wrap it up
The purpose of this program is to create a model for fixed shear operations. Using such a model, the influence of some key factors on slitting and cutting can be studied.
The results of the model should provide greater procedural knowledge, better process control and higher product quality.